


SikaPower®-4720
SikaPower®-4720は、幅広い被着材に対して優れた接着性を持つ2成分形の高強度エポキシ接着剤です。金属と複合材パネル接着用に特別に設計されています。ガラスビーズが含まれており、均一で最適な接着厚み(0.25mm)を確保します。接着剤は室温で硬化し、強固な接着を形成します。
- 高強度な接着性能
- プライマーなしで幅広い被着材に優れた接着性
- オープンタイムが長い
特長
- 高強度な接着性能
- プライマーなしで幅広い被着材への良好な接着性
- オープンタイムが長い
- 速硬化性
- 糸引きやタレが少ない
- スポット溶接が可能(未硬化時)
- 適切な接着厚みで施工できる
- 熱による硬化促進が可能
- 低臭気
- 優れた耐食性
- 無溶剤
適用範囲
SikaPower®-4720は、ドアパネル、リアボディパネル、ルーフパネル、クォーターパネルなどの高い動的負荷にさらされるパネルボンディングに適しています。ボディ構造部品への使用は、車両メーカーの推奨に従い、スポット溶接またはリベットを併用してください。一般的な被着材は、金属、特にアルミニウム(陽極酸化および圧延を含む)、冷却圧延鋼板、およびFRPです。 SikaPower®-4720 で組み立てた金属板(未硬化段階) はスポット溶接が可能です。 本製品は施工経験のある専門業者での使用を前提としています。使用する被着材と施工条件に対する接着性と適合性の事前確認は必ず実施してください。荷姿
| 同軸カートリッジ | 195 ml |
| 並列カートリッジ | 220 ml |
製品詳細
| 特性 |
| |||
| 主成分 |
| |||
| 色 (CQP001-1) |
| |||
| 密度 |
| |||
| 混合比率 | A:B 体積比 | 2 : 1 | ||
| 形状保持性 | 良い | |||
| 施工温度範囲 | 10 ~ 30 ℃ | |||
| オープンタイム (CQP580-1, -6 / ISO 4587) | 60 分 A | |||
| ミキサーオープンタイム | 30 分 A | |||
| 固定時間 (CQP580-1, -6) | 1MPaに到達するまでの時間 | 4.5 時間 A/B | ||
| 硬化時間 | 最終強度の80%に到達するまでの時間 | 24 時間 A | ||
| 硬度(ショアD) (ASTM D2240) | 80 | |||
| 引張り強度 (CQP580-5) | 24 MPa | |||
| ヤング率 (CQP580-1, -6) | 1900 MPa | |||
| 破断時の伸び (ASTM D638) | 3 % | |||
| 衝撃剥離 (CQP580-1, -3) | 12 N/mm | |||
| ガラス転移点 (ASTM E-1640) | 73 ℃ | |||
| 耐熱温度 (CQP 513-1) | 1 時間 | 190 ℃ | ||
| 適応温度範囲 | -30 ~ 120 ℃ | |||
| 保存期間 | 24 ヵ月 |
| CQP = Corporate Quality Procedure | A) 23 ℃ / 50 % r.h. | B) 鋼板(DC04)、被着材厚み0.8mm |
硬化機構
SikaPower®-4720 は、2成分の化学反応により硬化します。
強度発現に関しては以下の表をご参照ください。
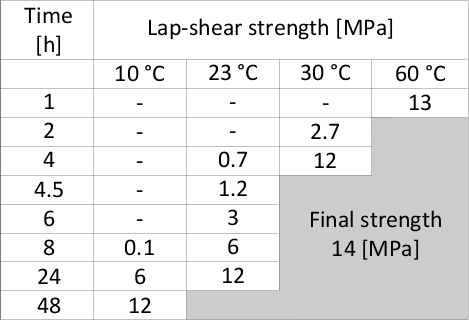
表 1: SikaPower®-4720の引張りせん断強度
施工方法
下地処理
金属表面を素地が露出するまで研磨し、アセトンまたはヘプタンで清掃、脱脂してください。追加の表面処理は、被着材の特性とメーカーの工程によって異なります。
施工
2成分が一つのカートリッジになっているSikaPower®-4720は、適切なピストン式ガンで塗布してください。正確に混合する為に、quadro MGQ 10-19D ミキサーノズルを使用する必要があります。低温時(10℃)では、押し出しをスムーズにする為に施工前にカートリッジを温めてから施工してください。
A 剤とB 剤が均一に吐出されるまでミキサーを装着せずに接着剤を捨て打ちしてください。ミキサーを装着したら、ビードの最初の数cm は廃棄してください。
防食のために、接着する両面の研磨したところはすべて接着剤でカバーする様に塗布し、薄く均一に均してください。接着剤のはみ出しを少なくする為に被着材の片方の端部から5mm のところに接着剤をビード塗布してください。(スポット溶接の箇所を除く)。
スペアパーツを取り付けて、最初にコーナー部分をクランプで固定します。必要に応じてリベットまたはスポット溶接で固定するか、10cm ごとにクランプで固定します。接着剤を片面塗布した場合は、オープンタイムが短くなったり、最終強度が最大50 %低下し、耐食性が低下する可能性があります。
カートリッジ、ミキサーの取扱い、施工方法についての詳細は、弊社のパネル交換ガイドをご覧ください。
SikaPower®-4720は、10℃から30℃の間の温度で施工して下さい。被着材と施工器具等は同様の環境を保持してください。
硬化
SikaPower®-4720は常温で硬化します。硬化速度は温度によって変化します。温度が10℃高くなると硬化速度は約2倍、オープンタイムは約50%短くなります。赤外線ランプもしくはオーブンを使用すると硬化速度が速くなります(最大85℃)。
除去
硬化前のSikaPower®-4720は、Sika®Remover-208または他の適切な溶剤を用いて工具や機器から取り除いてください。硬化後は機械的に取り除くしかありません。手など皮膚に付着した場合は、直ちにSika®Cleaner-350Hまたは適切な工業用ハンドクリーナーおよび水で洗い流してください。
溶剤は使用しないでください。
FAQ
自動車組立工程で使用される金属用接着剤は、塗装工程中に高温で硬化する1液エポキシ接着剤であり、補修では使用できません。従って、常温硬化型2液エポキシを使用します。
SikaPower®-4720は便利な一体型カートリッジに充填されているため、特に、低温時は吐出にはかなり強い力が必要です。施工前にカートリッジを温めることにより、押出性を良くすることができます。
わずかに表面に現れているのはガラスビーズによるものです。このガラスビーズは0.3mmの接着厚を確実に確保し、オーバークランピングを防ぎます。
円形ビードは、空気の巻き込みのない接着を保証し、最適な強度と腐食防止を確保します。
腐食防止を確実にするため、SikaPower®-4720はすべての研磨箇所をカバーする為に両方の接着面に塗布します。
はい、SikaPower®-4720は作業時間内にスポット溶接することができます。作業手順を参照して下さい。