


Sikaflex®-292i
Sikaflex®-292i は、空気中の湿気との反応によって硬化する1成分形ポリウレタン系接着剤です。チキソ性のあるペースト状で形状保持性が良く、硬化後は⾮常に優れた接着性と良好な機械的強度を発揮します。 Sikaflex®-292i は、国際海事機関(IMO)の防⽕基準を満たしています。
- 振動・衝撃を吸収
- 動きに追従できる
- 上塗り塗装が可能
特長
- 良好な⽬地充填性
- 上塗り塗装が可能
- 多種多様な被着材に良好な接着性
- 舵輪マーク認証を取得
- 無溶剤、低VOC
適用範囲
Sikaflex®-292i は、強い振動や衝撃にさらされる船舶の各種部材の接着に適しています。⾦属、特にアルミニウム(アルマイト 処理を含む)、⾦属⽤プライマー、2成分形塗装⾯、セラミック系材料、GRP(不飽和ポリエステル樹脂)やABSなどの樹脂の接着に適しています。 応⼒⻲裂を起こしやすい材料に Sikaflex®-292i を使⽤する場合は、材料メーカーに確認の上、使⽤前に現物の被着材で試験を実施してください。 本製品は施⼯経験のある専⾨業者での使⽤を前提としています。実際の被着材と作業環境で試験を実施し、接着性と材料の適合性を必ず確認してください。荷姿
| カートリッジ | 300 ml |
| ソーセージパック (受注輸入品) | 600 ml |
製品詳細
| 主成分 | 1 成分形ポリウレタン | |
| 色 (CQP001-1) | ホワイト | |
| 硬化機構 | 湿気硬化 | |
| 密度 (未硬化) | 色により異なる | 1.3 kg/l |
| 形状保持性 (CQP061-1) | とても良い | |
| 施工温度範囲 | 10 ~ 40 ℃ | |
| スキンタイム (CQP019-1) | 40 分 A | |
| オープンタイム (CQP526-1) | 30 分 A | |
| 硬化速度 (CQP049-1) | (グラフ1 参照) | |
| 収縮率 (CQP014-1) | 2 % | |
| 硬度 (ショアA) (CQP023-1 / ISO 48-4) | 40 | |
| 引張り強度 (CQP036-1 / ISO 527) | 3 MPa | |
| 破断時の伸び (CQP036-1 / ISO 527) | 400 % | |
| 引裂き強度 (CQP045-1 / ISO 34) | 8 N/mm | |
| 引張りせん断強度 (CQP046-1 / ISO 4587) | 2 MPa | |
| 適用温度範囲 (CQP509-1 / CQP513-1) |
4 時間 1 時間 | -50 ~ 90 ℃ 120 ℃ 140 ℃ |
| 保存期間 | 12 ヶ月 B |
| CQP = Corporate Quality Procedure | B) 23 ℃ / 50 % r. h. | C) 25 ℃以下で保存 |
硬化機構
Sikaflex®-292i は、空気中の⽔分(湿気)との反応により硬化します。⼀般的に低温低湿時は空気中の⽔分が少なく、硬化は遅くなります。(グラフ1参照)
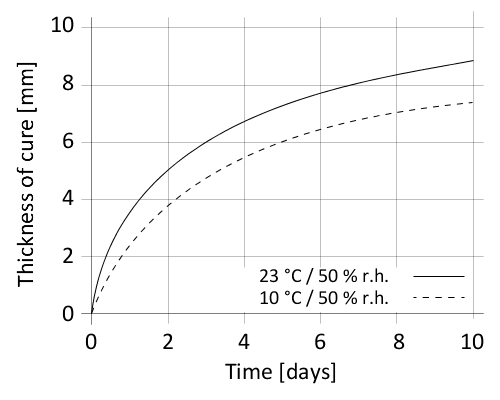
グラフ1: Sikaflex®-292i の硬化速度
耐薬品性
Sikaflex®-292i は、⼀般的に、淡⽔、海⽔、希酸および希アルカリ溶液に耐性があります; 燃料、鉱油、植物性および動物性油脂に⼀時的な耐性があります; 有機酸、グリコール酸アルコール、濃無機酸および濃アルカリ溶液または溶剤には耐性はありません。
施工方法
下地処理
表⾯は清潔で乾燥させ、グリス、オイル、そしてホコリを完全に取り除いてください。表⾯処理は、被着材の種類や仕様によって決まり、⻑期的な接着には極めて重要です。下地処理の⽅法は、適切な Sika®Pre-Treatment Chartの最新版でご確認いただけます。
これらの処理⽅法は経験に基づくものであり、いかなる場合でも現物の被着材での事前試験にて検証してください。
施工
Sikaflex®-292i は、10 ℃から40 ℃の間(外気温や製品)で施⼯することができますが、反応性および施⼯性能の変化を考慮してください。被着材とシーリング材の最適温度は、15 ℃から25 ℃の間です。低温時の粘度上昇を考慮してください。
施⼯を容易にするために、使⽤前に接着剤を室温に戻してください。
接着剤の厚さを均⼀にするために、三⾓ 形状でのビード塗布を推奨します。(図1 参照)
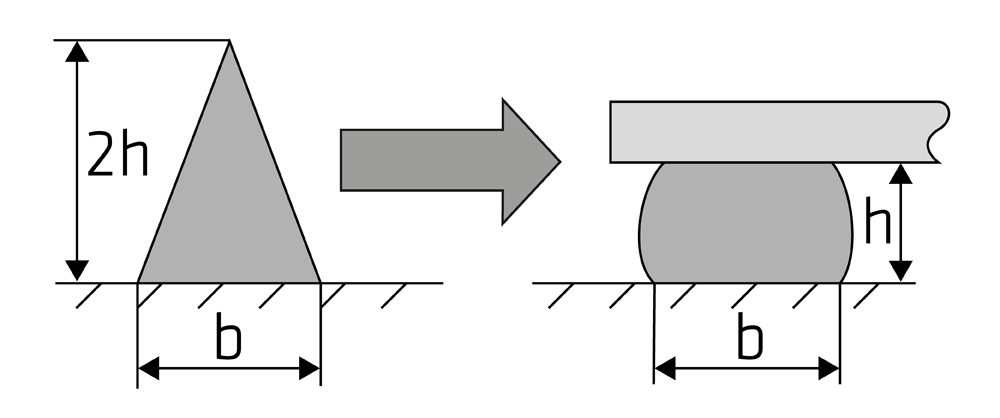
図1: 三角ビードを図のように圧着してください
Sikaflex®-292i は、ピストン式のハンドガ ン、エアーガンまたは電動ガンで塗布することができます。オープンタイムは、⾼温多湿環境において⾮常に短くなります。必ずオープンタイム内に部材を取り付けてください。接着剤の膜が形成された後は、絶対に部材を取り付けないでください。
仕上げ
均しおよび仕上げは、シーリング材のスキンタイム内に⾏う必要があります。Sika® Tooling Agent Nの使⽤をお勧めします。他の仕上げ剤は適合性および互換性について、使⽤前に試験にて確認してください。
除去
硬化前の Sikaflex®-292i は、Sika® Remover-208または他の適切な溶剤を⽤いて⼯具や機器から取り除いてください。硬化後は機械的に取り除くしかありません。⼿など⽪膚に付着した場合は、直ちにSika® Cleaner-350Hのようなウエットタオルで拭き取るか、適切な⼯業⽤ハンドクリーナーと⽔で洗い流してください。
溶剤は使⽤しないでください。
FAQ
ラブ・レールにはGRP、塗料、木材、成形PVCなどの、さまざまなバリエーションや材料があります。Tしたがって、良好な表面処理が重要です。接着するラブ・レールの材質によって、必要な製品があります。
最終的に良い結果を得るため、プリトリートメントチャートのアドバイスに従ってください。ラブ・レールの接合のための一般的な製品は、Sikaのマリーン用組立接着剤Sikaflex®-292iもしくはSTPベースのマリーンシーラントSikaflex®-591です。
さらに詳しくは、施工ガイドラインおよびプリトリートメントチャートを御覧ください。
ウィンチ、ウインドラスは、高い機械的応力を受け、ファン、ハッチ及びハッチカバーは、低い応力を受けます。あなたの装備が強くシールされていることを確認するために、以下のことをお勧めします:
高機械的応力を受ける装備のベッディングおよびシール
チェーンプレート、ウィンチ、ガイドローラーなどの甲板装備は、非常に高い動的応力を吸収しなければなりません。そのためには、当社の高性能な組立接着剤であるSikaflex®-292iを追加の機械的固定具と組み合わせて使用する必要があります。
最小の機械的応力を受ける装備のベッディングおよびシール
通風装置やカバーストリップなどの甲板装備は防水である必要がありますが、高い引張応力やねじり応力を受けません。
これらの装備は、Sikaflex®-291iのみを用いて埋め込み、シールするのが効果的ですが、ジョイント部が露出し、天候に曝される場合には、Sikaflex®-591 もしくは Sikaflex®-295 UVを使用します。
施工に先立ち、被着体の表面処理についてプリトリートメントチャートを確認し、施工ガイドラインの施工のステップに従います。
さらに詳しくは、施工ガイドラインおよびプリトリートメントチャートを御覧ください。