


Sikaflex®-296
Sikaflex®-296 は、暴露目地への充填も可能な1成分ポリウレタン系高性能弾性ガラス用接着剤です。空気中の湿気と反応して硬化します。造船業界のほぼすべての種類の無機ガラスの接着に適しています。 Sikaflex®-296 は、国際海事機関(IMO)が定めた規制に適合しています。
- 船舶用ガラス接着剤
- 耐劣化性及び対候性
- 溶剤・PVCフリー
特長
- 耐劣化性及び耐候性
- 優れた作業性
- 溶剤とPVCを含まない
- 低臭気
- ハンドガン及びポンプ設備での塗布に対応
- ブラックプライマーレスの施工が可能
- 舵輪マーク取得 (MED承認)
適用範囲
Sikaflex®-296 は、OEM 市場及び船舶補修市場のガラス接着向けに開発されています。船舶に使用されるすべての種類の無機ガラス窓への使用に適しています。合わせガラスの接着の際、PVB 層に加温のための配線がある場合は、事前にシーカ・ジャパン(株) テクニカルサービスまでお問い合わせ下さい。Sikaflex®-296 は、非常に滑らかな仕上げが可能で、暴露された接合部への使用に適しています。 応力⻲裂を起こしやすい材料にSikaflex®-296を使用する場合は、材料メーカーにご確認の上、使用前に現物の被着材で試験を実施してください。 Sikaflex®-296は、施工経験のある専門業者での使用を前提としています。実際の被着材と作業環境で試験を実施し、接着性と材料の適合性を必ず確認してください。荷姿
| カートリッジ (受注輸入品) | 300 ml |
| ソーセージパック (受注輸入品) | 400 ml |
| ペール缶 (受注輸入品) | 23 l |
| ドラム缶 (受注輸入品) | 195 l |
製品詳細
| 主成分 | 1成分形ポリウレタン | |
| 色 (CQP001-1) | ブラック | |
| 硬化機構 | 湿気硬化 | |
| 密度 (未硬化) | 1.2 kg/l | |
| 形状保持性 | とても良い | |
| 施工温度範囲 | 施工環境 | 10 ~ 35 ℃ |
| スキンタイム (CQP019-1) | 45 分 A | |
| オープンタイム (CQP526-1) | 30 分 A | |
| 硬化速度 (CQP049-1) | グラフ参照 | |
| 収縮率 (CQP014-1) | 1 % | |
| 硬度 (ショアA) (CQP023-1 / ISO 48-4) | 45 | |
| 引張り強度 (CQP036-1 / ISO 527) | 6 MPa | |
| 破断時の伸び (CQP036-1 / ISO 527) | 450 % | |
| 引裂き強度 (CQP045-1 / ISO 34) | 14 N/mm | |
| 引張りせん断強度 (CQP046-1 / ISO 4587) | 4.5 MPa | |
| 絶縁抵抗 (CQP079-2 / DIN IEC 60167) | 108 Ω cm | |
| 適用温度範囲 (CQP509-1 / CQP513-1) | -40 ~ 90 ℃ | |
| 保存期間 | カートリッジ / ソーセージパック ドラム缶 / ペール缶 | 9 ヵ月 B 6 ヵ月 B |
| CQP = Corporate Quality Procedure | A) 23 ℃ / 50 % r. h. | B) 25 ℃以下で保存 |
硬化機構
Sikaflex®-296 は空気中の水分(湿気)との反応により硬化します。一般的に低温低湿時は空気中の水分が少なく、硬化は遅くなります。(グラフ1 参照)
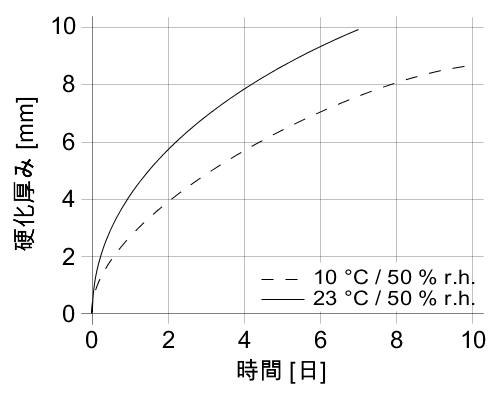
グラフ 1: Sikaflex®-296 の硬化速度
耐薬品性
Sikaflex®-296は、一般的に、淡水、海水、希酸および希アルカリ溶液に耐性があります;燃料、鉱油、植物性および動物性油脂に対しては一時的な耐性があります;有機酸、グリコール酸アルコール、濃無機酸および濃アルカリ溶液または溶剤に対しては耐性はありません。
施工方法
下地処理
表面は清潔で乾燥させ、グリス、オイル、ホコリ、そして汚染物質を完全に取り除いてください。
表面処理は、被着材の種類や仕様によって決まり、長期的な接着には極めて重要です。下地処理の方法は、適切なSika®Pre-Treatment Chartの最新版でご確認いただけます。これらの処理方法は経験に基づくものであり、いかなる場合でも現物の被着材での事前試験にて検証してください。
施工
Sikaflex®-296は10 ℃~35 ℃ (外気温や製品) の間で施工することができますが、反応性および施工性能の変化を考慮する必要があります。被着材とシーリング材の最適温度は、15 ℃から25 ℃の間です。低温下の粘度上昇を考慮してください。施工を容易にするために、使用前に接着剤を室温に戻してください。
接着剤の厚さを均一にするために、三角形状でのビード塗布を推奨します(図1参照)。
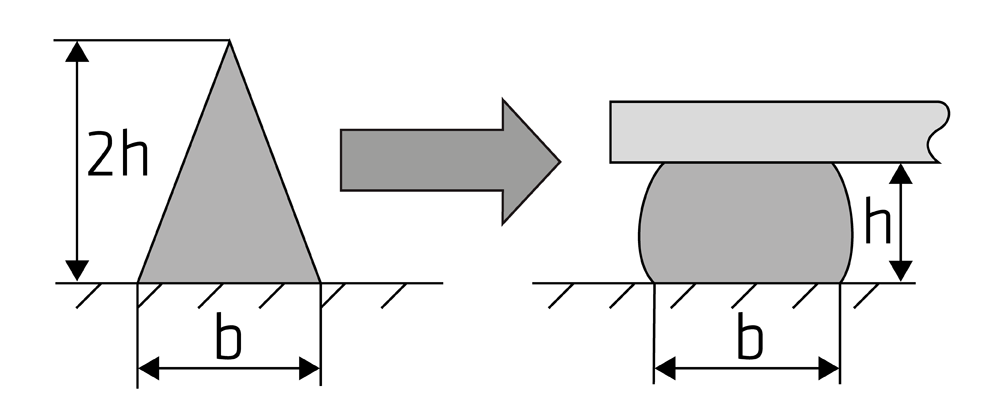
図 1: 三角ビードを上図のように圧着してください。
Sikaflex®-296は、ピストン式のハンドガン、エアーガンまたは電動ガンならびにポンプ設備で塗布することができます。オープンタイムは、高温多湿環境において非常に短くなります。必ずオープンタイム内にガラスを取り付けてください。接着剤の膜が形成された後は、絶対に部材を取り付けないでください。
ポンプの選定・設定に関するご質問等は、シーカ・ジャパン(株) テクニカルサービスまでお問い合わせください。
仕上げ
均しおよび仕上げは製品のスキンタイム内に行う必要があります。Sika®Tooling Agent Nの使用をお勧めします。他の仕上げ剤は適合性および互換性について、使用前に試験にて確認してください。
除去
硬化前のSikaflex®-296は、Sika®Remover-208または他の適切な溶剤を用いて工具や機器から取り除いてください。硬化後は機械的に取り除くしかありません。手など皮膚に付着した場合は、直ちにSika®Cleaner-350Hまたは適切な工業用ハンドクリーナーおよび水で洗い流してください。溶剤は使用しないでください。
FAQ
接着する場合は、最初にインストールする窓の材料を確認します。一般的な窓の材料は、有機ガラス(PMMA、PCなど)または無機ガラスです。窓の材料に応じて特定の接着剤を選択する必要があります。
有機ガラスをボートに接着するにはSikaflex®-295 UVを使用してください。無機ガラスを接着するには、ダイレクトグレージング接着剤としてSikaflex®-296を使用してください。
満足な結果を得るためには、窓を接着する前にプリトリートメントチャートを参照し、それに従って表面を調整してください。
さらに詳しくは、施工ガイドラインおよびプリトリートメントチャートを御覧ください。